Berbagai Macam Cara Pengelasan
1.
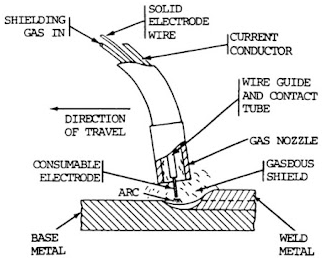
Metal Inert Gas (MIG): Menggunakan elektroda logam dan menggunakan
gas inert (Argon, Helium) untuk menghindari inklusi atau pengotor
oksida. Gas inert sangat dibutuhkan untuk logam yang reaktif terhadap
atmosfir udara seperti: Al, Mg, Ti.
Gambar
1. Skema MIG.
2.
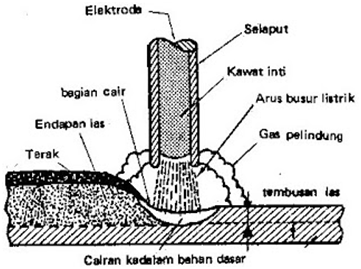
Shield Metal Arc Welding (SMAW): Menggunakan elektroda logam. Selaput
elektroda yang turut terbakar akan mencair dan menghasilkan gas yang
melindungi ujung elektroda, kawah las, busur listrik dan daerah las
di sekitar busur listrik terhadap pengaruh udara luar.
 Gambar
2. Skema SMAW.
Gambar
2. Skema SMAW.
3.
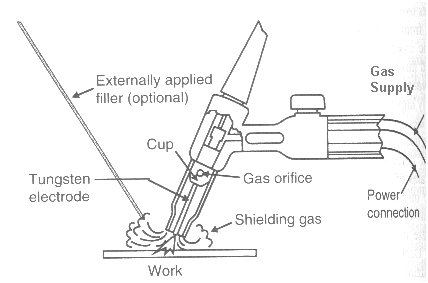
Tungsten Inert Gas (TIG): Elektrodanya khusus menggunakan Wolfram.
Titik cair elektroda wolfram yang sampai 3410oC
membuat ia tidak ikut mencair pada saat terjadi busur listrik.
Menggunakan gas inert Argon dan atau Helium. Gas inert untuk logam
yang reaktif terhadap atmosfir udara seperti: Al, Mg, Ti.
 Gambar
3. Skema TIG.
Gambar
3. Skema TIG.
4.
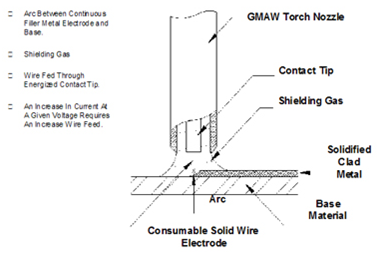
Gas Metal Arc Welding (GMAW): Menggunakan elektroda logam, dengan gas
pelindung tidak harus inert, misalnya CO2 (hanya
untuk pengelasan carbon steel & low alloy steel).
 Gambar
4. Skema GMAW.
Gambar
4. Skema GMAW.
5.
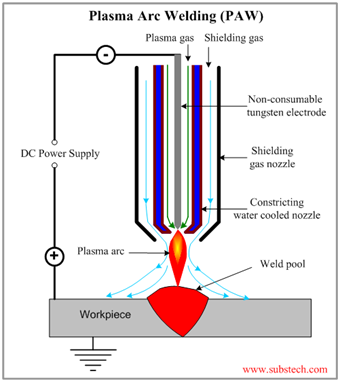
Plasma Arc Welding (PAW): PAW sama dengan TIG menggunakan elektroda
wolfram (tidak meleleh), filler diumpan secara manual. Perbedaannya
pada PAW tedapat gas plasma yang mengandung ion positif dan negatif,
sehingga hasil penetrasi dari PAW lebih dalam karena konsentrasi
energi lebih besar, dan daerah Heat Affected Zone (HAZ)
relatif lebih kecil karena ada plasma gas, stabilitas busur lebih
baik dari TIG.
 Gambar
5. Skema PAW.
Gambar
5. Skema PAW.
6.
Submerged Arc Welding (SAW): Elektroda dalam bentuk kawat diumpankan
ke kampuh las benda kerja secara kontinyu dan ditutup dengan flux
dalam bentuk serbuk halus. Busur listrik tercipta diantara elektroda
dan benda kerja namun tidak terlihat karena elektroda tertutup oleh
flux.
 Gambar
6. Skema SAW.
Gambar
6. Skema SAW.
7.
Friction welding: 2 buah benda kerja ditekan dan diputar sehingga
akibat friksi keduanya akan timbul panas yang selanjutnya dipakai
untuk proses penyambungan.
 Gambar
7. Skema Friction Welding.
Gambar
7. Skema Friction Welding.
8.
Friction stir welding: penyambungan dua buah logam dengan
menggunakan probe yang berputar serta berjalan,
menghasilkan gesekan, lalu menimbulkan panas, lalu logam menjadi
plastis tapi tidak sampai meleleh dan terjadi penyambungan di antara
keduanya.
 Gambar
8. Skema Friction Stir Welding.
Gambar
8. Skema Friction Stir Welding.
9.
Spot Welding: Dua elektroda yang berbentuk silinder diletakkan pada
kedua permukaan logam, lalu ditekan. Panas yang dihasilkan dari
tahanan dikombinasikan dengan pemberian tekanan yang akan
menghasillkan Spot Welding, panas tersebut akan
berakibat terbentuknyanugget pada permukaan sambungan
dari dua benda kerja.
 Gambar
9. Skema Spot Welding.
Gambar
9. Skema Spot Welding.
10.
Seam Welding: Prinsip panas yang dihasilkan sama dengan spot welding,
namun Pengelasan dilakukan dibanyak titik (continuous) yang
Menghasilkan banyak nugget yang berurutan.
 Gambar
10. Skema Seam Welding
Gambar
10. Skema Seam Welding
11.
Projection Welding: mengkonsentrasikan arus dan tekanan elektroda
pada daerah yang akan dilas yang telah dipersiapkan sebelumnya
sehingga aliran arus terfokus pada titik kontak yang terbatas
 Gambar
11. Skema Projection Welding.
Gambar
11. Skema Projection Welding.
12.
Flash Welding: mengkombinasikan tekanan dari samping dan panas dari
arus listrik. Salah satu dari jenis Resistance welding, dimana
tahanan dihasilkan dari gap atau celah antara 2 komponen.
 Gambar
12. Skema Flash Welding.
Gambar
12. Skema Flash Welding.
13.
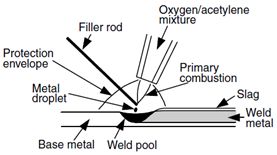
Oxy-Acetylene Welding: Panas dihasilkan dari gas yang berasal dari
campuran oxygen dan fuel (acetylene).
 Gambar
13. Skema Oxy-Acetylene Welding.
Gambar
13. Skema Oxy-Acetylene Welding.
14.
Electron Beam Welding: Elektron yang bergerak dengan kecepatan
tinggi, energi kinetik dari elektron tersebut ditransformasikan
menjadi energi panas untuk melelehkan filler atau weld metal.
 Gambar
14. Skema Electron Beam Welding.
Gambar
14. Skema Electron Beam Welding.
15.
Laser Beam Welding: Menggunakan panas yang dihasilkan dari laser
(energi radiasi elektromagnetik).
 Gambar
15. Contoh penempakan Laser Beam Welding.
Gambar
15. Contoh penempakan Laser Beam Welding.
Tidak ada komentar:
Posting Komentar